- 伸缩缝各种规格尺寸的安装指导
- GQF-C型、Z型、F型、L型伸缩缝立
- TST弹塑体伸缩缝
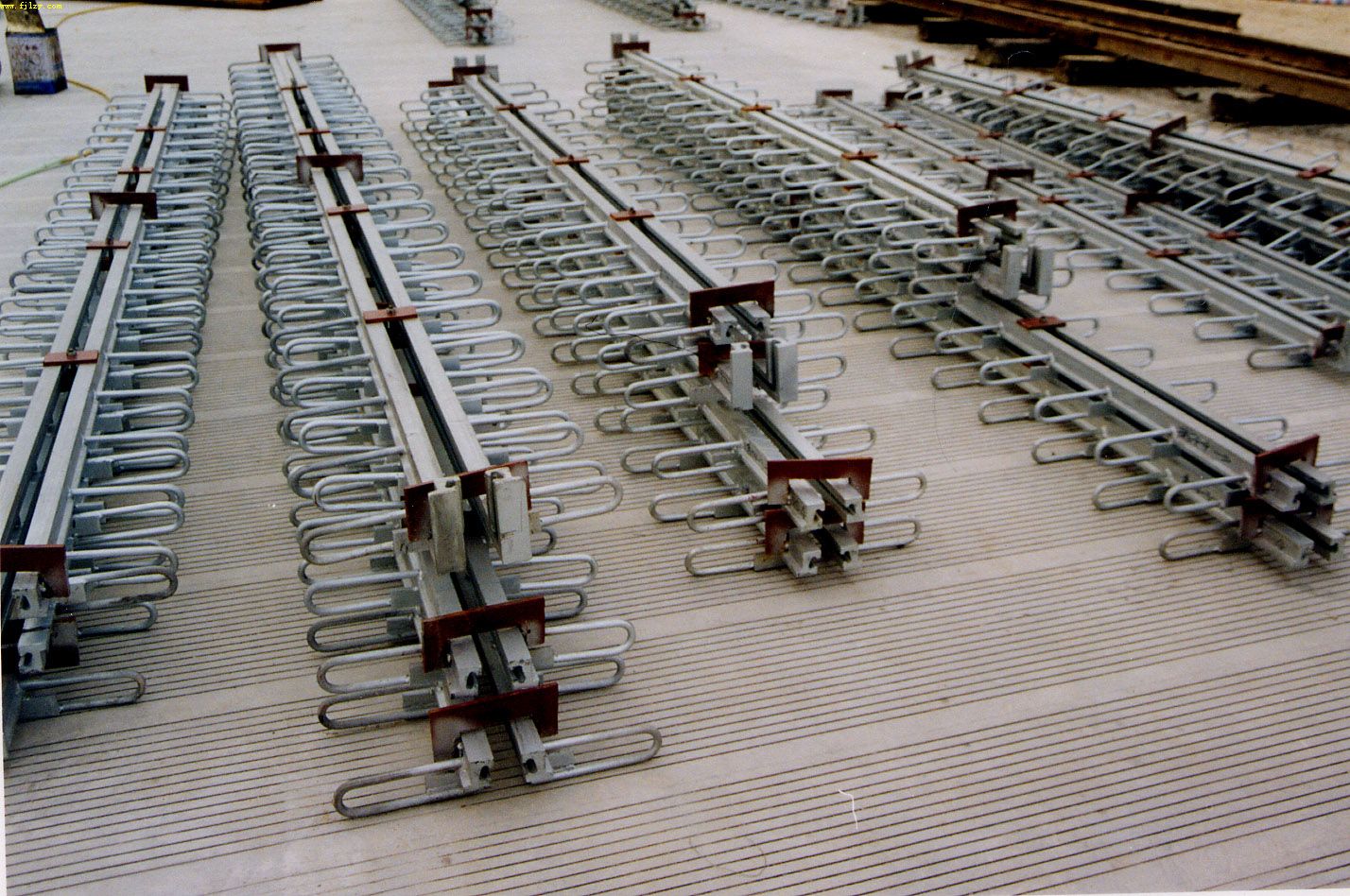
- 桥梁伸缩缝的型号展示



按配方混炼胶料,压廷成片,裁成一定规格的半成品胶片;钢板进行聩砂或化学处理,涂刷胶粘剂二次,待胶粘剂干燥后,将半成品胶片、钢板按要求迭合,然后送入顶热好的模具内硫化,硫化条件为:压力≥8MPa;温度150士5℃;硫化时间则由胶种和产品厚度决定。由于伸缩缝的特殊性,模具端板采用活络拆卸式,以使榫口部位不易损坏,安装时易吻合平整;由于模具两端分设活络撬板,产品硫化完毕后须先将活络撬板橇松,再取出产品平整放置。