- 伸缩缝各种规格尺寸的安装指导
- GQF-C型、Z型、F型、L型伸缩缝立
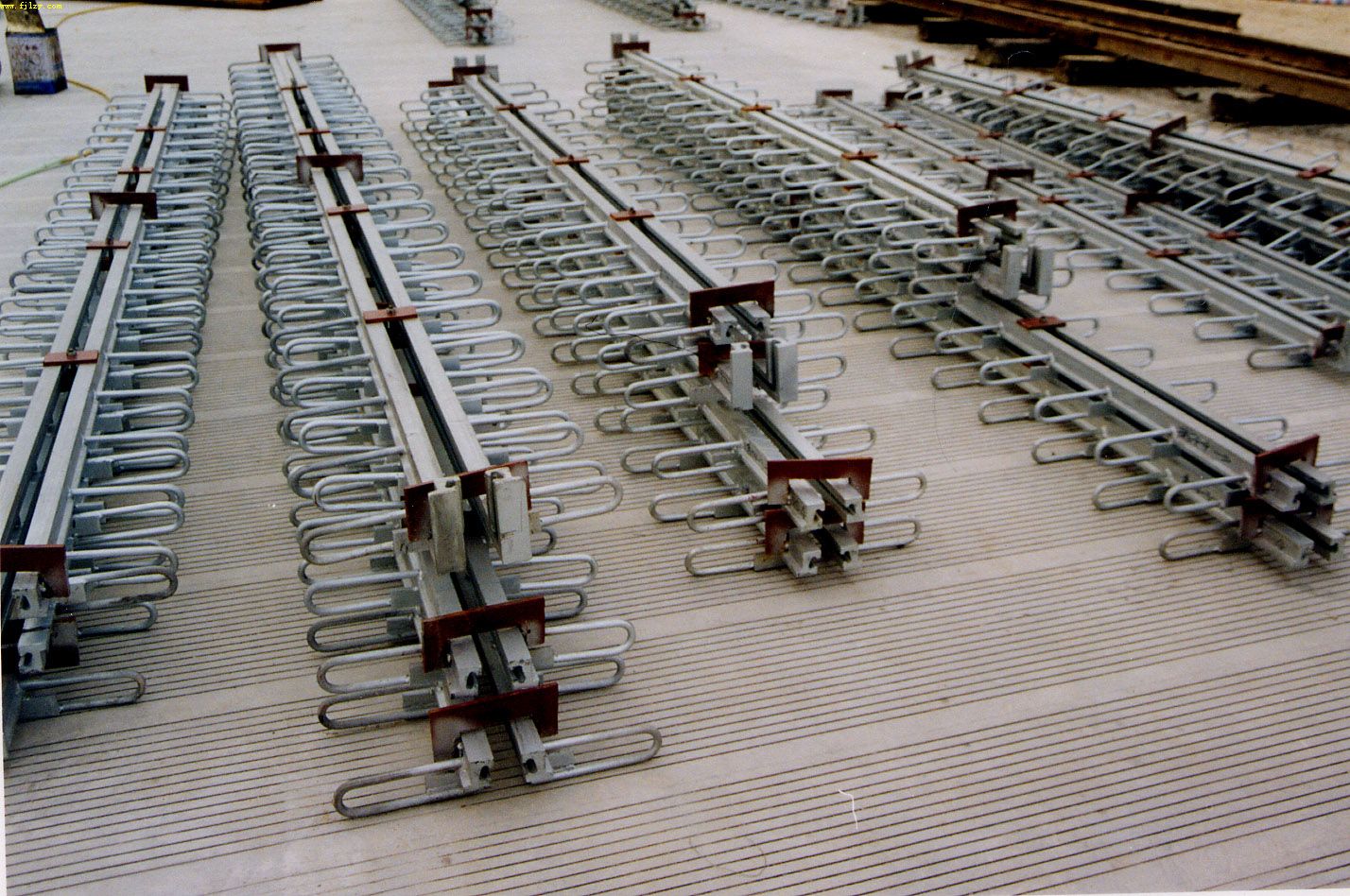
- TST弹塑体伸缩缝
- 桥梁伸缩缝的型号展示



伸缩缝焊条的药皮是保证焊接电弧正常焊接过程,参与熔化过渡保证焊缝质量的基础,焊条锈 严重影响电弧严重影响弧熔化过渡化学反应,熔烧过的渣壳和受汗腺结块变质的焊剂不能参与焊接熔化过渡芨保证电弧化过渡及保护正常燃烧过程一,无法保证焊缝质量,所以严禁使用。
定位焊难度较大,伸缩缝焊缝的高度和长度都有严格的限制,因此,在定位焊的上出现裂缝主,未焊透现象也是经常有的。其原因是:焊接过渡时间短,母材升温迟缓,而冷却速度迅速,因此产生强大的收缩应力,使焊缝拉裂,还有焊缝在冷效应作用下形成冷裂纹,另一种是线材升温迟缓对母材熔融尝试往往达不到要求,导致未焊盘的情况发生,当正式焊缝过渡覆盖后容易留下缺陷,有时构件在吊翻和移位时发生断裂事项。虽然如此,有些单位仍不注意,多数是由装配工施焊,所以出现的问题较多,为了提高定位焊的质量,本条规定,凡是定位焊,应由具有焊接合格证的焊工操作,定位焊操作应采用焊工操作,定位焊操作应采用国顺焊引弧。
上一篇:伸缩缝焊工考试的要求
下一篇:伸缩缝焊缝出现裂缝